|
Produktdetails:
|
![]()
![]()
![]()
![]()
![]()
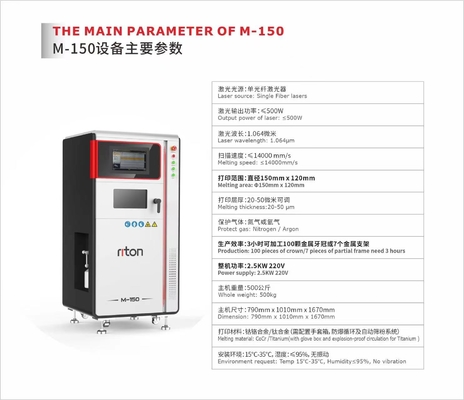
M-150 Spezifikation:
Hochgeschwindigkeits-Digitalscanner
Laserquelle: 500 Watt Faser
Druckplatte: Durchmesser 150*120 mm
Abmessungen: 790*1010*1670mm
Gewicht: 480 kg
RITON Metalldruckmaschine M-150
Es wurde für zahnärztliche Labore entwickelt und wird von der Guangzhou Ruitong 3D Technology Co., Ltd. eingeführt.
Als Hightech-Unternehmen, das sich intensiv mit Laser-Technologie, 3D-Druck und digitaler Zahnmedizin beschäftigt,Guangzhou Ruitong 3D hat seit seiner Gründung im Jahr 1997 mit mehr als 28 Jahren Erfahrung in der Produktion von Lasergeräten bemerkenswerte Leistungen in der Branche erzieltEs ist ein Pionier bei der Anwendung der Metall-3D-Drucktechnologie in der Zahnmedizin und spielt eine wichtige Rolle bei der Formulierung von Standards für die orale 3D-Druckindustrie.Einige Mitglieder des F&E-Teams beteiligen sich an der Formulierung von Industriestandards.
Der Riton Metalldrucker M-150 weist folgende Vergleichsvorteile auf:
Kompaktes Design, Platzersparnis: Konzipiert für Zahnersatzfabriken mit begrenztem Platz, hat es ein empfindliches Erscheinungsbild.Es nimmt eine kleinere Fläche ein und kann sich besser an den begrenzten Raum kleiner Werkstätten oder Labors für die Produktion von Prothesen anpassen., wobei die Standortressourcen wirksam genutzt werden.
Ausgezeichnete Präzision und Effizienz: Obwohl es sich um einen leichten und kleinen Drucker handelt, sind seine Präzision und Effizienz vergleichbar mit denen herkömmlicher Dentalmetall-3D-Drucker.Es kann den hohen Präzisionsanforderungen von Zahnrestaurationen gerecht werdenZum Beispiel kann er innerhalb von 3 Stunden 100 Kronen oder 7 Metallklammern drucken, was zur Verbesserung der Produktionseffizienz und zur Deckung der Massenproduktion beiträgt.
Fortgeschrittenes optisches System: mit einer leistungsstarken Laserlichtquelle ausgestattet, die Flexibilität der Fleckengröße innerhalb eines bestimmten Bereichs und die maximale Scangeschwindigkeit von 14000 mm/s.Dadurch kann die Laserenergie genau auf das Metallpulver fokussiert werden, wodurch eine hochpräzise Schmelz- und Sinterung erreicht wird, wodurch sichergestellt wird, dass die gedruckten Zahnrestaurationen klare Kanten und vollständige Details haben.
Intelligentes und komfortables Betriebssystem: mit einem fortschrittlichen digitalen Anwendungsbetriebssystem ausgestattet, kann es mit einer benutzerfreundlichen interaktiven Schnittstelle wie einem Touchscreen ausgestattet sein,die einfach und bequem zu bedienen und einfach zu bedienen istGleichzeitig kann es die drahtlose Übertragung und die Fernbedienung von Druckdaten unterstützen, was für das Personal bequem ist, Druckarbeiten an verschiedenen Standorten zu organisieren und zu überwachen.
Reichhaltige Materialanwendbarkeit
M-150 kann für eine Vielzahl von häufig verwendeten zahnärztlichen Metallmaterialien verwendet werden, einschließlich Kobaltchromlegierung, Titanlegierung, Nickelchromlegierung, Edelstahl usw.Diese Materialien können den strengen Anforderungen der Zahnrestaurationen in Bezug auf die Festigkeit entsprechen., Biokompatibilität, Korrosionsbeständigkeit usw. Zum Beispiel haben Kronen, die mit Kobaltchromlegierungen bedruckt sind, eine hohe Festigkeit und eine gute Verschleißfestigkeit;Titallegierungen weisen eine ausgezeichnete Biokompatibilität auf und können in Zahnimplantatbasen verwendet werden, um Abstoßungsreaktionen beim Menschen zu reduzieren.
Mit seinen Vorteilen in Bezug auf Raumnutzung, Druckleistung, einfache Bedienung und Materialanpassung bietet es Zahnlabor effiziente, genaue,und intelligente 3D-Drucklösungen für Metall, die Zahnindustrie bei der Verbesserung der Qualität und Effizienz der Restaurierungsproduktion und der Förderung der Digitalisierung der Zahnmedizin unterstützen.
Bitte kontaktieren Sie uns.
Tipps: Es gibt folgende Unterschiede zwischen SLM (Selective Laser Melting) und SLS (Selective Laser Sintering):
Grundsätze der Formung:
SLM: Verwenden Sie einen hochenergetischen Laserstrahl, um das Metallpulver vollständig zu schmelzen, und dann erhitzen und verfestigen Sie es,und dann mit dem Grundmetall metallurgisch schweißen, um eine dreidimensionale Einheit Schicht für Schicht zu bilden.
SLS: Verwendet einen Halbfesten flüssigen Phase Sintermechanismus. Das Pulver ist nicht vollständig geschmolzen. Das Pulver wird mit einem Laser auf eine Temperatur unter dem Schmelzpunkt erhitzt,so dass die Oberfläche der Pulverpartikel schmilzt und sich miteinander verbindet, wodurch eine feste Struktur entsteht.
Verwendetes Material:
SLM: Verwendet in der Regel reines Metallpulver, z. B. vorlegierte Metallpulver wie Edelstahl, Titanlegierung und Nickellegierung, und hat hohe Anforderungen an den Sauerstoffgehalt, die Kugelform,und Partikelgrößenverteilung des Pulvers.
SLS: Pulver aus verschiedenen Materialien können verwendet werden, darunter Metalle, Keramik, Paraffinwachs und Polymere.mit einer Breite von mehr als 20 mm,, oder die Herstellung von mit Bindemitteln beschichteten Metall- oder Keramikpulvern.
Auswahl des Lasers:
SLM: Um das Metall besser die Laserenergie aufnehmen zu lassen und das Schmelzen zu erreichen, werden häufig Laser mit kürzeren Wellenlängen verwendet, wie Nd-YAG-Lasern (Wellenlänge 1,064 Mikrometer),Glasfaserlaser (Wellenlänge 1)0,09 Mikrometer) usw.
SLS: Im Allgemeinen werden CO2-Lasers mit längeren Wellenlängen (Wellenlänge 9,2 bis 10,8 Mikrometer) verwendet, da sie geeignet sind, Pulvermaterialien auf die Bindungstemperatur zu erhitzen.
Baumwelt:
SLM: Der Bauraum wird mit inerten Gasen wie Stickstoff, Argon usw. gefüllt, um die Oxidation von Metallpulver zu verhindern.
SLS: Der Bauraum und das Pulver werden in der Regel auf eine Temperatur knapp unter dem Schmelzpunkt erhitzt, um den Laserenergieverbrauch zu reduzieren.Damit der Laser nur die restliche Energie einspeist, um das Pulver zu schmelzen..
Leistung des Teils:
SLM: Da das Pulver vollständig geschmolzen ist, weisen die geformten Teile eine hohe Dichte und geringe Porosität auf und weisen eine hohe Festigkeit, Härte und gute mechanische Eigenschaften auf.Sie erreichen oder sogar übertreffen das Leistungsniveau von Teilen, die durch traditionelle Schmiedeverfahren hergestellt werden, und eignen sich für die Herstellung von Teilen, die hohe Belastungen tragen und eine hohe Präzision erfordern.
SLS: In den geformten Teilen befinden sich ungeschmolzene feste Phasepartikel mit hoher Porosität, geringer Dichte, relativ geringer Zugfestigkeit, schlechteren mechanischen Eigenschaften als in SLM-geformten Teilen,und hohe OberflächenrauheitFür die Erfüllung der Anwendungsvoraussetzungen kann eine weitere Nachbearbeitung erforderlich sein.
Stützstruktur:
SLM: Für Teile mit komplexen geometrischen Formen ist es in der Regel notwendig, Stützstrukturen zu entwerfen und hinzuzufügen, um Verformungen oder Zusammenbrüche von Teilen durch Schwerkraft oder thermische Belastung während des Druckens zu verhindern.Die Trägerstruktur muss nach dem Drucken entfernt werden, was die Arbeitsbelastung und die Kosten der Nachbearbeitung erhöhen kann.
SLS: Im Allgemeinen ist keine zusätzliche Trägerstruktur erforderlich, da das ungesinterte Pulver die zu formenden Teile natürlich stützen kann,besonders für Teile mit komplexen Strukturen wie Überhängen und Konkaven, so daß man sich keine Sorgen um Strukturdeformation machen muß, wodurch die Schwierigkeiten bei der Gestaltung und dem Abbau von Stützkonstruktionen verringert werden.
Anwendungsbereich:
SLM: Hauptsächlich zur Herstellung leistungsstarker Metallteile in den Bereichen Luftfahrt, Automobil und Medizin, wie Flugzeugmotorenblätter, Automobilmotorzylinder, orthopädische Implantate,usw.Diese Teile haben hohe Anforderungen an Materialfestigkeit, Präzision und Korrosionsbeständigkeit.
SLS: Geeignet für die Herstellung verschiedener Arten von Teilen, einschließlich Kunststoffteilen, Keramikteilen und einigen Metallteilen, die keine besonders hohe Präzision und mechanische Eigenschaften erfordern.Es wird häufig bei der schnellen Prototypisierung von Produktentwürfen verwendet, kleine Chargenproduktion, einige künstlerische Kreationen, Formenherstellung und andere Bereiche.
Kontaktieren Sie uns jetzt! sales@riton3d.com
Whatsapp: 86 13925933549
Ansprechpartner: Ms. Susan Shi
Telefon: 13925933549
Faxen: 86-20-8150-9362